Анализ результатов применения настройки
Для понимания того, как параметр "Управление запуском партий" влияет на конечный результат расчёта, проведём сравнительный анализ двух расчётов на тестовых данных (из примера Идеальный завод)
- Базовый расчёт - ранее проведенный без применения функции "Управление запуском партий" (ограничение потенциальной очереди отсутствует)
- Расчёт - будет проведён с применением функции "Управление запуском партий"
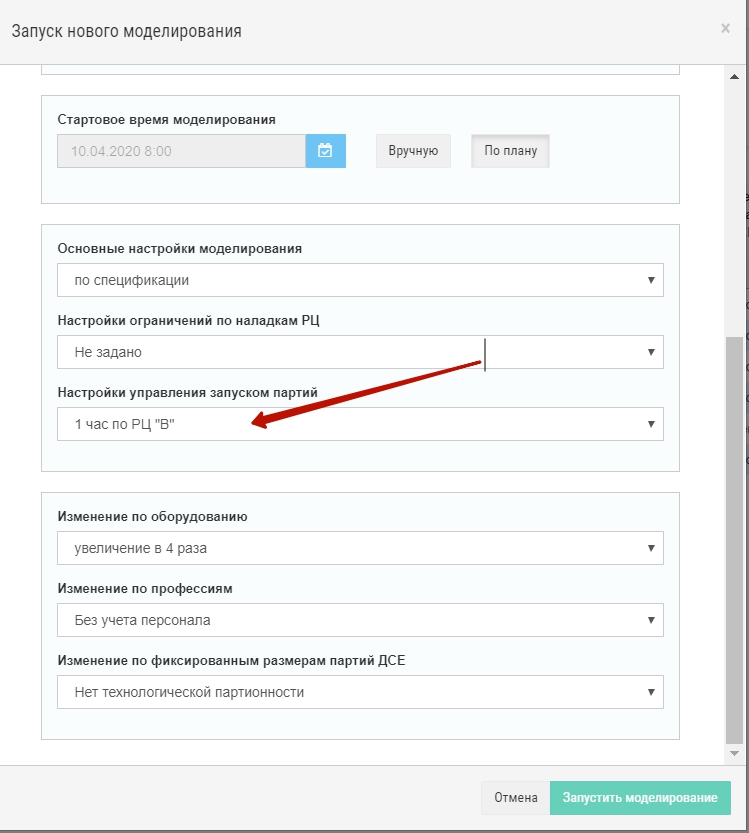
Перейдём в раздел "Симулятор(Планирование)"-"Расчёты", подготовим сценарий с применением функции, используя ранее созданную настройку:
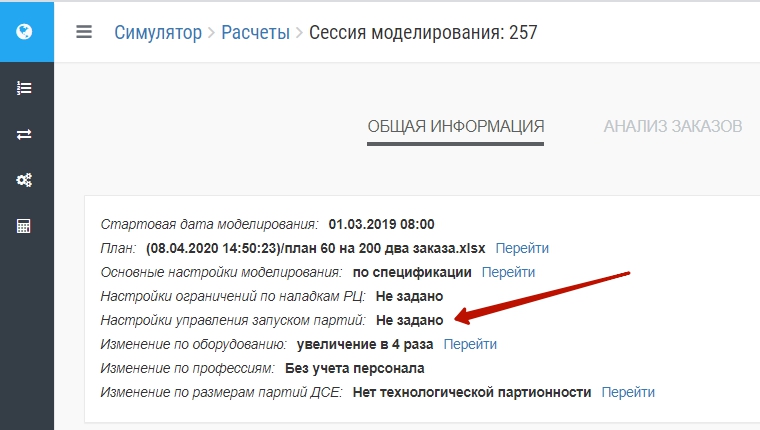
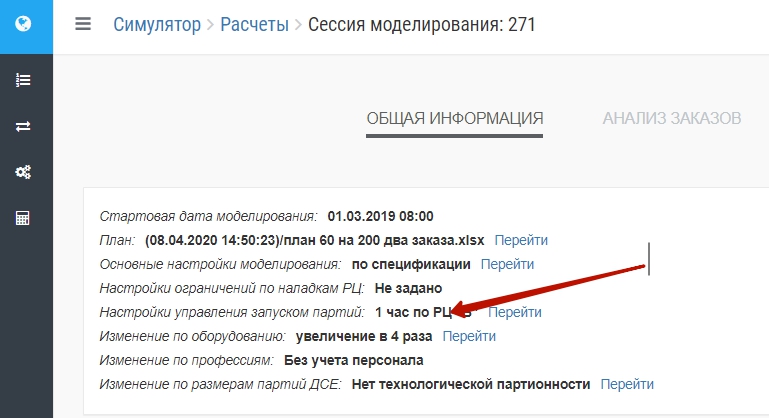
 Промоделируем. Результаты моделирования для проведенного расчета в сопоставлении с базовым расчетом (отображенные на вкладках Общая информация для каждого расчета) будут:
Промоделируем. Результаты моделирования для проведенного расчета в сопоставлении с базовым расчетом (отображенные на вкладках Общая информация для каждого расчета) будут:
 Сравним графики набора трудоемкости для обоих расчетов:
Сравним графики набора трудоемкости для обоих расчетов:
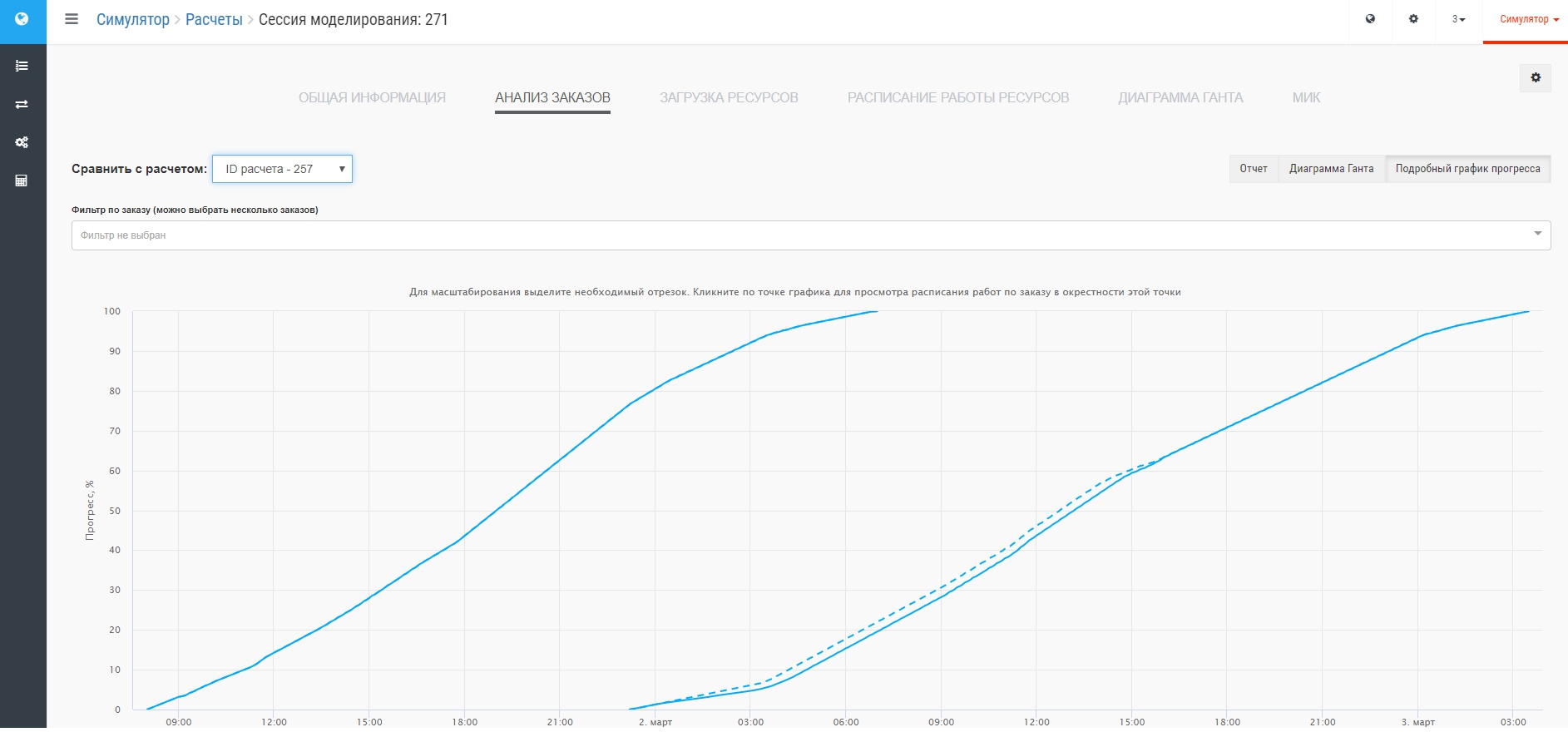
Из графиков видно, что изменение условий практически не повлияло на прохождение плана и совершенно не повлияло на общие сроки по общим заказам плана.
Теперь посмотрим на очереди перед станками. Вся очередь работ перед станком в системе BFG IS делится на несколько категорий:
- Ожидание старта заказа - заказ ещё не запущен в производство по одной из причин: дата старта заказа ещё не наступила или превышено ограничение на количество одновременно выполняемых заказов, заданное в основных настройках моделирования.
- Ожидание комплектации - заказ запущен в производство, но комплектация под партию ещё не произведена.
- Ожидание запуска партий - заказ запущен в производство, но партия не запускается, т.к. общая трудоёмкость всех запущенных, но ещё не обработанных на данном классе РЦ, операций ("Потенциальная очередь класса РЦ") превышает ограничение, заданное в настройках запуска партий.
- Ожидание выполнения предыдущих операций - партия запущена в производство, но ещё находится на предыдущих операциях.
- Ожидание ресурсов - партия находится перед этим классом РЦ (т.е. все предыдущие операции по партии выполнены), но для выполнения операции на классе РЦ не хватает ресурсов.
Сравним графики очередей (как их увидеть - см. здесь) в проведенных расчетах. Будем сравнивать очереди перед наиболее загруженным ресурсом.
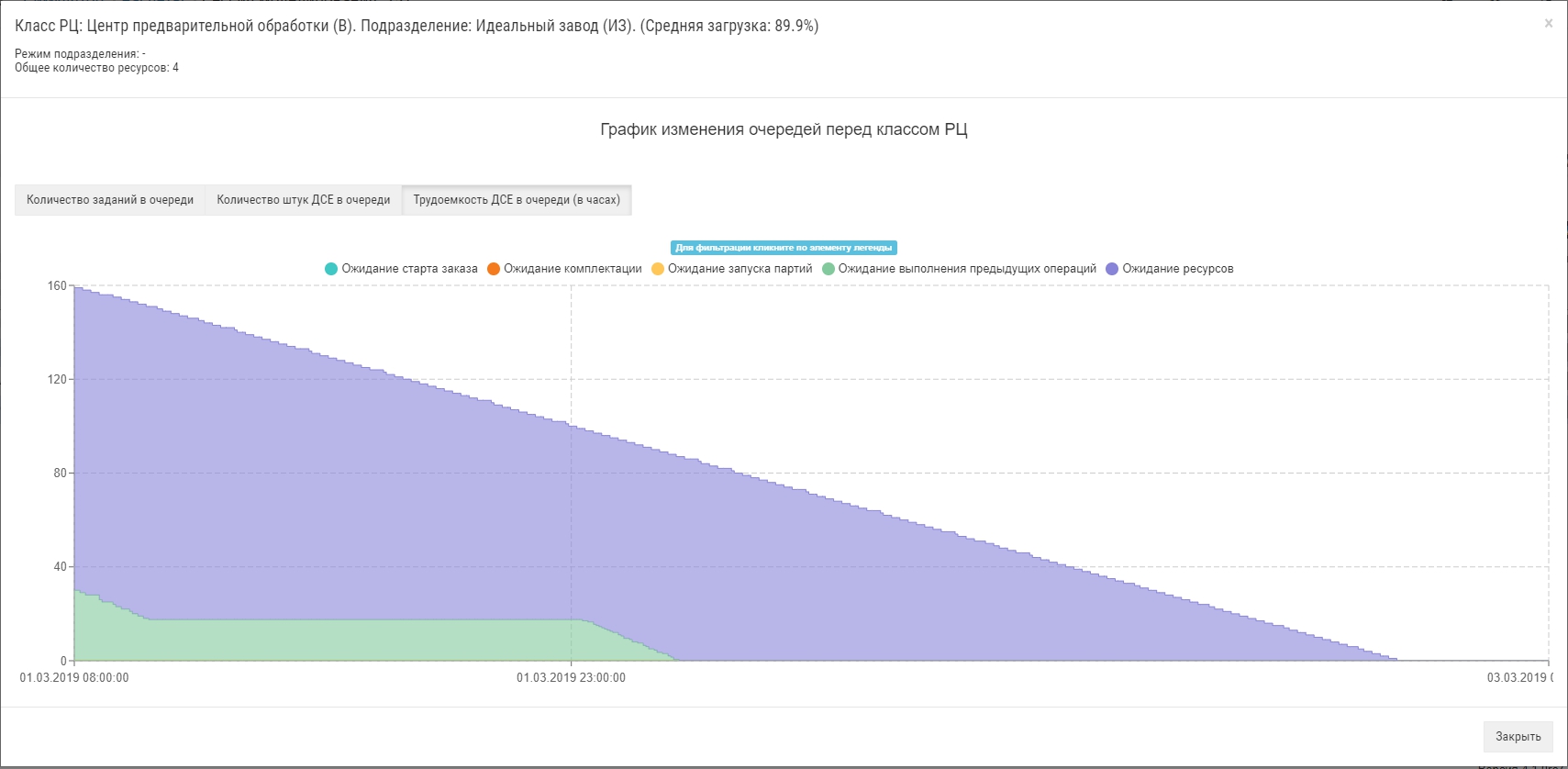
Все составляющие очереди в базовом варианте:
 В том числе очередь ожидания освобождения станка:
В том числе очередь ожидания освобождения станка:
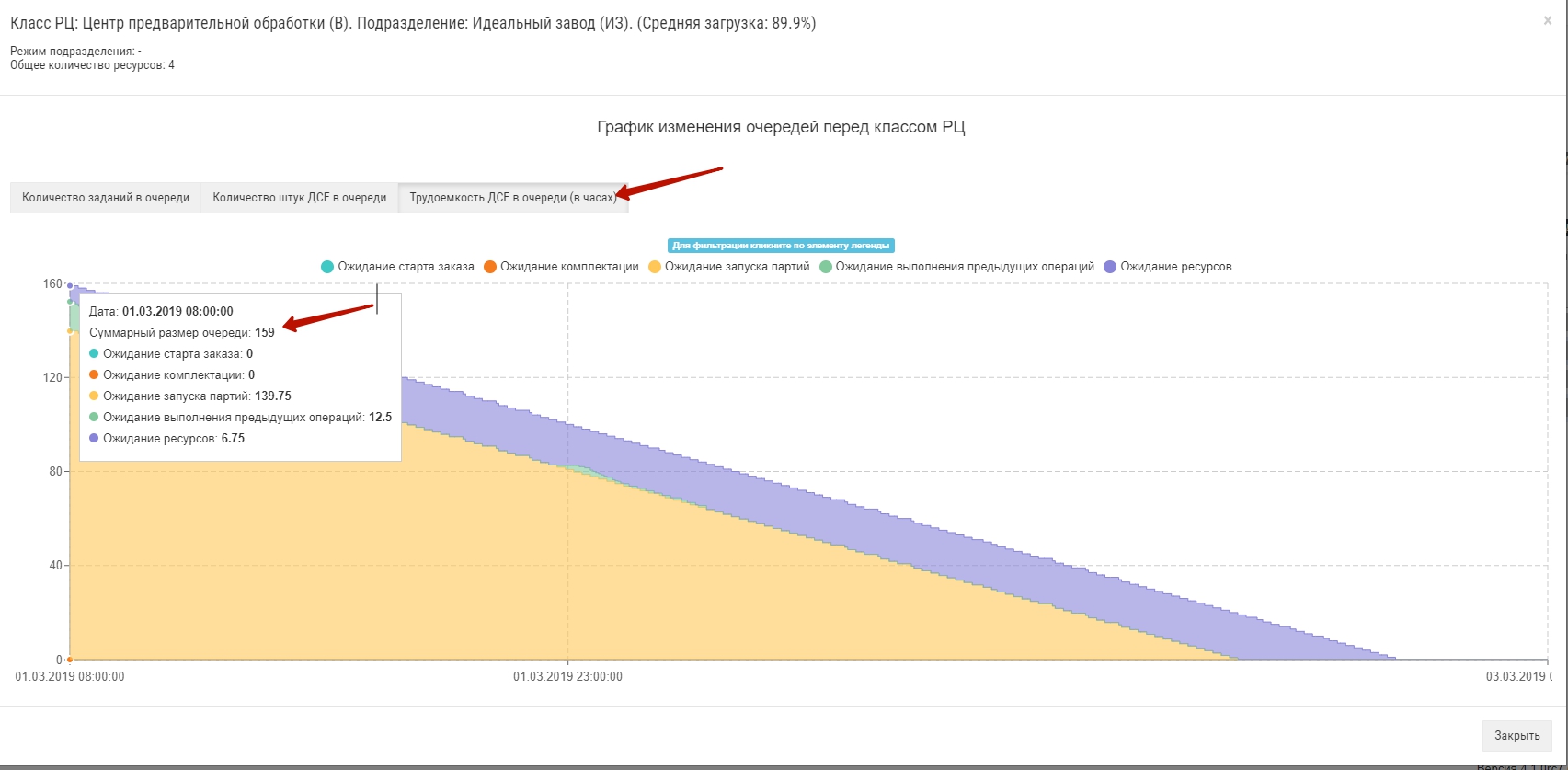
 Для расчета с включенной настройкой "Управление запуска партий" все составляющие очереди будут:
Для расчета с включенной настройкой "Управление запуска партий" все составляющие очереди будут:
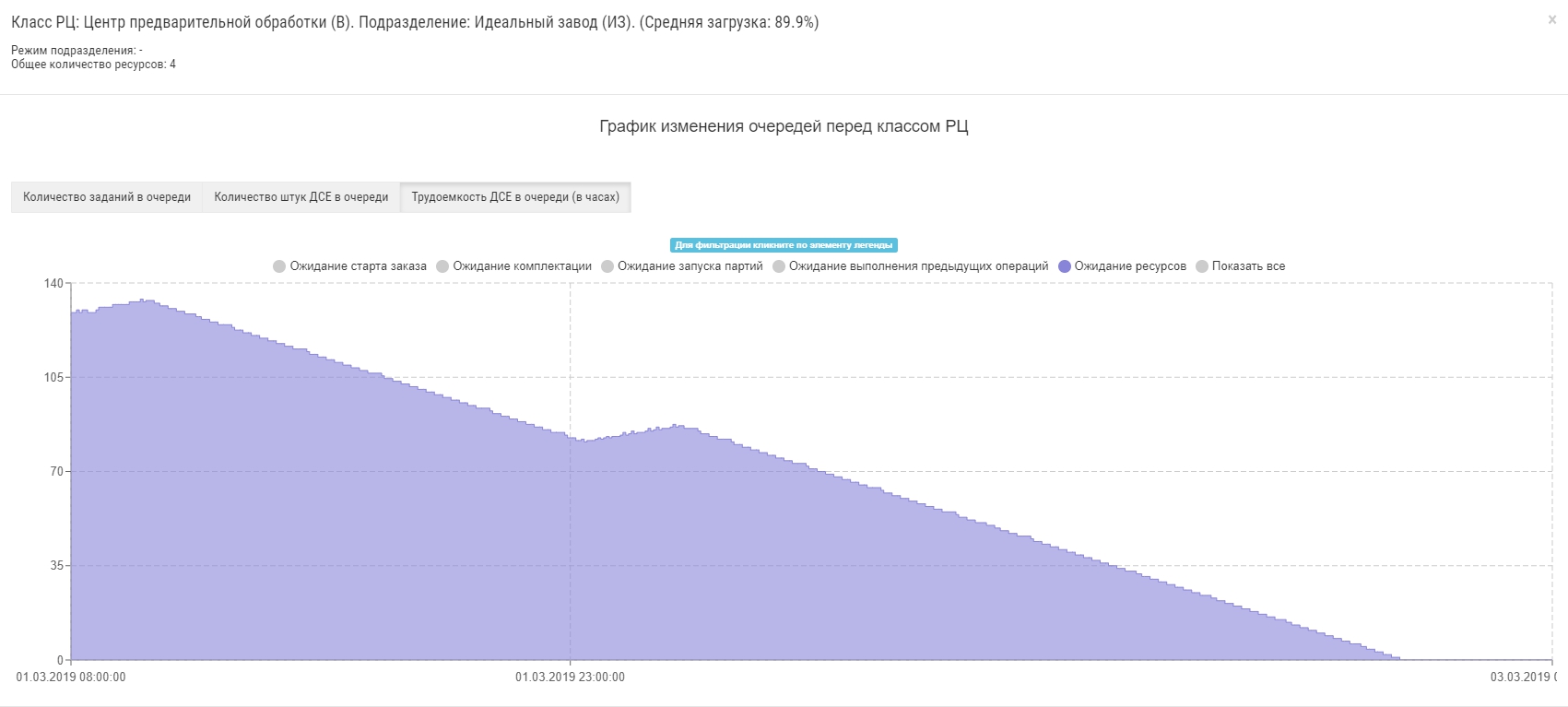
 В том числе ожидание ресурсов (в данном случае - очередь ожидания освобождения станков):
В том числе ожидание ресурсов (в данном случае - очередь ожидания освобождения станков):

Как и следовало ожидать, суммарная очередь всех работ для обоих вариантов численно не изменилась и составляет около 160 часов. Но распределение очереди изменилось радикально. Самое главное, максимальная очередь заготовок, которые копятся перед рабочими центрами, уменьшилась в 7 раз - со 140 часов работы до менее чем 20 часов. Это было достигнуто за счет "притормаживания" запуска заданий (желтая область - видна на графике для варианта с включенной настройкой и отсутствует на графике базового варианта).
Таким образом, использование настройки "Управления запуском партий" позволяет рационально организовать производство, снизить уровень НЗП на производстве и уменьшить физические "завалы", не изменяя сроков сдачи продукции.