Арифметика расчета и распределения трудоемкости
Составляющие технологического времени.
В BFG-IS используются характеристики технологического времени согласно ГОСТ3.1109-82. Согласно этому ГОСТу выделяют
Подготовительно-заключительное время : Интервал времени, затрачиваемый на подготовку исполнителя или исполнителей и средств технологического оснащения к выполнению технологической операции и приведению последних в порядок после окончания смены и (или) выполнения этой операции для партии предметов труда. В расчетах BFG-IS эта составляющая времени используется также для задания времени групповой обработки (когда работа производится над несколькими предметами труда одновременно - термообработка, нанесение покрытий в гальванических ваннах и другие подобные). Из состава подготовительно-заключительного времени в BFG-IS можно отдельно выносить время на наладку - тем самым предоставляя возможность учитывать состояние налаженности станка в имитационных расчетах модулей Симулятор и Планирование.
Для целей планирования в BFG-IS используются нормы времени - Регламентированное время выполнения некоторого объема работ в определенных производственных условиях одним или несколькими исполнителями соответствующей квалификации.
Характеристикой подготовительно-заключительного времени является Норма подготовительно-заключительного времени - норма времени на подготовку рабочих и средств производства к выполнению технологической операции и приведение их в первоначальное состояние после ее окончания. Также это время используется для задания длительности групповой обработки - термообработки, гальванообработки и т.п.
Штучное время: Интервал времени, равный отношению цикла технологической операции к числу одновременно изготовляемых или ремонтируемых изделий или равный календарному времени сборочной операциию. (В BFG-IS не рассматривается состав штучного времени, которое по ГОСТ может иметь свое деление). Норма штучного времени - норма времени на выполнение объема работы, равной единице нормирования, при выполнении технологической операции. В BFG-IS единицей нормирования для штучного времени является 1 шт.
Таким образом, в BFG-IS используются:

Единицей задания элементов трудоемкости в BFG-IS, в согласии с ГОСТ, является минута в виде числа с десятичной точкой. Минимально задаваемая трудоемкость - 0,000001 минуты (6 знаков после запятой). Внутри системы расчеты происходят по правилам для чисел с плавающей точкой. Расчетные результаты, в зависимости от ситуации, в большинстве случаев отображаются с выведением до 2х знаков после запятой и отбрасыванием остальных знаков.
Трудоемкость объема производства.
Во всех расчетах время считается в трех разрезах - штучное, время на партии, время наладки.
Штучное время (для каждого вида расчетов) считается как
 Т.е. суммарное штучное время рассчитывается как сумма (Тшт * количество_в_партии) по всем операциям, всех партий, попадающих в отчёт (ячейку отчёта). Не зависит от правил партионности. То есть если изменить правила партионности, то это значение не изменится, так как в модуле Калькулятор плановый объём производства продукции в периоде останется тем же.
Т.е. суммарное штучное время рассчитывается как сумма (Тшт * количество_в_партии) по всем операциям, всех партий, попадающих в отчёт (ячейку отчёта). Не зависит от правил партионности. То есть если изменить правила партионности, то это значение не изменится, так как в модуле Калькулятор плановый объём производства продукции в периоде останется тем же.
Суммарное Тпз рассчитывается как сумма Тпз по всем операциям, всех партий, попадающих в отчёт (ячейку отчёта). Зависит от количества партий, а значит зависит от правил партионности. Точное количество партий и их распределение во времени может быть определено только при имитационном моделировании (в модулях Симулятор или Планирование).
В модуле Калькулятор количество партий в периоде определяется как отношение количества штук данного ДСЕ по всем заказам в периоде к размеру партии для данной ДСЕ, округленное вверх до целого. Если размер партии не задан, то принимается, что все количество ДСЕ в периоде производится одной партией. Если размер партии задан в исходных данных или импортирован через изменения партионности, то количество партий пересчитывается.

(Т.е. если мы считаем суммарное Тпз на данном РЦ в периоде, то оно будет равно Тпз каждого вида ДСЕ и каждой операции, выполненной на РЦ, умноженной на количество партий каждого вида ДСЕ).
Время на наладку. Время на наладку относится к партии, но включение наладки зависит от предыдущего состояния оборудования (на какую операцию было налажено оборудование). Точный расчет состояний оборудования во времени в BFG-IS возможно провести только в модулях Симулятор или Планирование. В модуле Калькулятор принимается, что все ДСЕ относящиеся к конкретному заказу, попадающие в период, будут произведены с единственной наладки (одна наладка в месяц), вне зависимости от количества заказов, штук и партий.
 Иначе говоря, принимается, что каждая операция с наладкой будет выполнена один раз в течении месяца.
Иначе говоря, принимается, что каждая операция с наладкой будет выполнена один раз в течении месяца.
Распределение трудоемкости по периодам.
В модуле Калькулятор применяются две разных логики расчета трудоемкости в периоде:
- а) без использования информации о длительности цехозаходов
- б) с использованием информации о длительности цехозаходов
При (а) неучете информации о длительности цехозаходов (циклов) принимается, что весь объем производства, относящийся к заказу плана, будет изготовлен в периоде (месяце, неделе, дне), соответствующем дате сдачи заказа плана, (с учетом распределения НЗП). Например, если в плане указано
 (дата сдачи заказ1 - половина первого ночи первого июля), то, несмотря на то, что основное время производства по плану для заказ1 - в июне, в расчетах трудоемкости она будет отнесена к июлю. Соответственно, вся трудоемкость по обоим заказам заказ1 и заказ2 будет отнесена на июль, вся трудоемкость заказ3 - на август. Распределение значений трудоемкости по периодам будет зависеть от задаваемой длительности периода отображения (месяц, неделя, день), и в ячейку расчета попадут суммы по всем заказам, которые должны быть сданы в периоде.
(дата сдачи заказ1 - половина первого ночи первого июля), то, несмотря на то, что основное время производства по плану для заказ1 - в июне, в расчетах трудоемкости она будет отнесена к июлю. Соответственно, вся трудоемкость по обоим заказам заказ1 и заказ2 будет отнесена на июль, вся трудоемкость заказ3 - на август. Распределение значений трудоемкости по периодам будет зависеть от задаваемой длительности периода отображения (месяц, неделя, день), и в ячейку расчета попадут суммы по всем заказам, которые должны быть сданы в периоде.
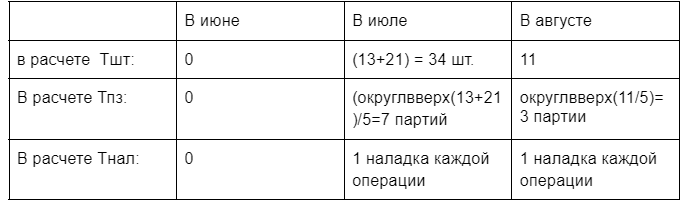
Простой пример расчета. Для простоты примем, что изд1 - одноуровневое, и не включает входящих. Пусть для него задана партионность = 5. Тогда в июле будет в расчете будет участвовать
При (б) - учете информации о длительности цехозаходов (циклов) - принимается, что весь объем производства, относящийся к заказу плана, будет изготовлен в периоде, который расчитывается от планового момента сдачи заказов с учетом длительности цехозахода (см. )
Доступные фонды времени, уровень загрузки.
В доступных аналитиках по загрузке (см. здесь), включая логику расцвечивания ячеек расчета, расчетный уровень загрузки каждого объекта (станка, персонала) определяется по отношению к доступному фонду времени. Уровень загрузки, превышающий 100%, означает абсолютную перегрузку и является физически недостижимым. При расчете процента загрузки доступный фонд времени для оборудования определяется как произведение
Фд = Фонд ед. * М оборуд
Уровень загрузки = ФН / Фд
где:
- Фонд ед. - задаваемый в настройках доступный фонд времени за период (для единицы оборудования), по умолчанию - при непрерывной работе в 4 смены (в т.ч. с учетом изменений по месяцам, см. здесь),
- М оборуд - количество единиц оборудовани данного типа в РЦ (в подразделении).
- ФН - необходимый фонд времени, определяемый как суммарная трудоемкость (Тшт+Тпз+Тнал), которая ложится на этот вид оборудования в ячейке расчета.
Если применяются изменения, влияющие на доступный фонд в конкретных периодах или для конкретных РЦ , или количество оборудования (в т.ч. за счет его недоступности) (см.), то доступный фонд пересчитывается.
Для персонала доступный Фонд чел. за период для одного человека считается как фонд времени в 1 смену, введенный в настройках для данного месяца, откорректированный на коэффициенты невыходов и норму выработки. Для персонала определенной профессии
Фд = Фонд чел. М перс. Коэфф. выходов * Норма выработки
Уровень загрузки = ФНчел / Фд
где
- М перс. - количество персонала данного вида в подразделении,
- ФНчел - необходимый фонд времени персонала, определяемый как суммарная трудоемкость (Тшт+Тпз+Тнал) в ячейке расчета по операциям, для которых задан персонал. (Напомним, что персонал на операцию задается указанием необходимого количества персонала и его профессии. Для операций, по которым персонал не указан, ФНчел=0).
Влияние “изменений” на арифметику расчетов.
При объемных расчетах возможно применение изменений к условиям:
 Влияние изменений, применяемых в расчетах Калькулятора, описано здесь.
Влияние изменений, применяемых в расчетах Калькулятора, описано здесь.
Если в расчетах Калькулятора "учитывать НЗП" выставлено “да”, то действует следующая логика:
- НЗП (полуфабрикаты в известном состоянии и готовые ДСЕ) распределяется по заказам. Если НЗП не привязана к заказам, то распределяется согласно приоритетам заказов. (Более подробно см. здесь. )
- В ячейку расчета попадает трудоемкость, которая еще не освоена: из трудоемкостей (отнесенных к ДСЕ, РЦ, персоналу) в периоде, относящихся к заказу, вычитается уже освоенная трудоемкость в составе НЗП, отнесенной к заказу.
- Если размер НЗП выше, чем необходимо для исполнения заказов, то остаток не используется.