Тонкости: Использование переходов, наладки, многостаночность, синхронизация, печи
Определения
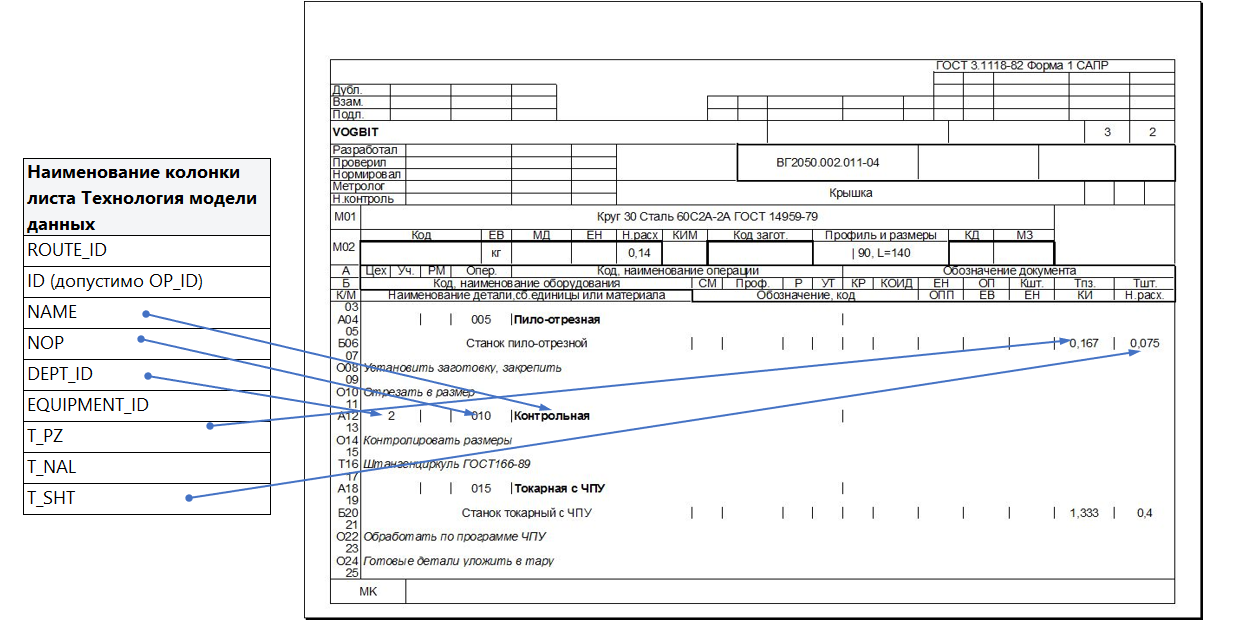
В BFG-IS в качестве описания технологии используется маршрутное описание, которое согласно ГОСТ 3.1109-82 раскрывается как “Сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов”. Значение всех полей задания технологической информации, используемые в BFG-IS, корреспондируется с соответствующими полями маршрутной карты :
 Как видно из определения, маршрутное описание не является полным. Для целей моделирования организации производства и прохождения заказов по маршруту часто достаточно (или необходимо) дополнить информацию из маршрутного описания информацией из операционного описания, по ГОСТ 3.1109-82 - “Полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов” .
Как видно из определения, маршрутное описание не является полным. Для целей моделирования организации производства и прохождения заказов по маршруту часто достаточно (или необходимо) дополнить информацию из маршрутного описания информацией из операционного описания, по ГОСТ 3.1109-82 - “Полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов” .
Определения из того же ГОСТа:
- Технологическая операция - “Законченная часть технологического процесса, выполняемая на одном рабочем месте”
- Технологический переход - “Законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке”.
- Вспомогательный переход - “Законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода”. Иными словами, переход выполняется 1) на том же рабочем месте (не РЦ, а именно конкретном станке) 2)является частью операции 3) не требует переустановки детали 4) может требовать других ресурсов
Переходы в BFG-IS
В BFG-IS предусмотренное ГОСТом деление операции на переходы реализовано следующим образом: переходы оформляются как дополнительные строки описания раздела Технология, имеющие тот же код маршрута ROUTE_ID, тот же номер операции NOP, те же коды подразделения DEPT_ID и оборудования EQUIPMENT_ID. Отличие в моделировании операции, оформленной как совокупность переходов с одним NOP, от описания с разными NOP состоит в том, что на станок не может быть занят другой партией до окончания исполнения всех переходов. При этом идентификаторы ID для переходов внутри операции должны быть построены так, чтобы обеспечить порядок следования переходов (при сортировке в прямом лексикографическом порядке), а NAME - отражает содержание переходов. Несовпадение для переходов DEPT_ID, EQUIPMENT_ID - вызовет ошибку импорта. При разных NOP строки будут обрабатываться как отдельные операции. В таблице тех-рес каждому переходу операции могут быть назначены разные наборы ресурсов (персонал, оснастка и др.),в отличие от операции, не расписанной по-переходно и допускающей только единственный набор ресурсов или их отсутствие.
Важно. Для корректного поведения при описании технологии с использованием переходов (т.е. если количество переходов >1) необходимо выполнять правила:
- ID для переходов должны возрастать в порядке следования переходов;
- Наладочные переходы с Тнал - должны предшествовать всем остальным переходам;
- Переходы с Тнал не должны содержать других времен (они проигнорируются);
- Первый переход с Тнал=0, Тшт>0 начинает описание переходов обработки. После этого все последующие Тнал проигнорируются;
- В исходном файле технологии - порядок следования записей в файле должен совпадать с порядком сортировки переходов.
Внимание: нарушения приведенных требований к описанию технологических переходов не отображаются как ошибки!
Примеры использования переходов в BFG-IS.
Пример 1.
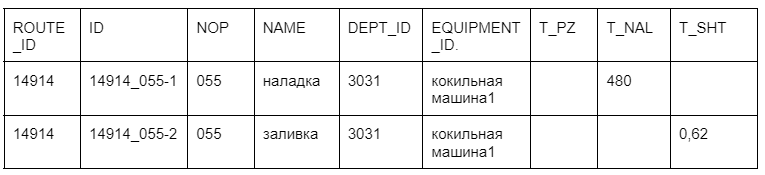
фрагмент описания технологии:
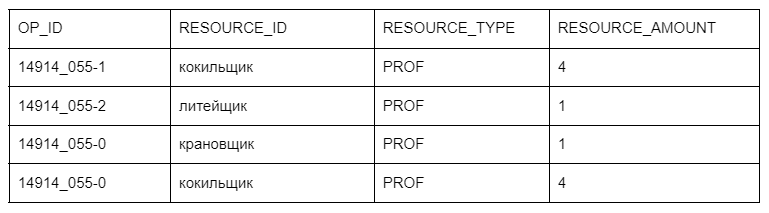
 и ресурсов на операцию
и ресурсов на операцию
 задает описание двух переходов одной операции 055. Станок (кокильная машина) налаживается бригадой из 4х кокильщиков в течении смены (480 мин), собственно производство (изготовление отливок) занимает менее минуты на шт., и выполняется с использованием других ресурсов (литейщика), при этом станок занят все время - от начала работы наладчиков до окончания работы над партией. Если бы мы совместили наладку и работу в одном переходе, то кокильщики оказались бы заняты в течении всего времени изготовления партии. Если бы мы дали разные номера NOP (т.е. оформили бы работу как отдельные операции), то в процессе моделирования могла бы сложиться ситуация, когда на станок после наладки встала бы совсем другая партия с другим ДСЕ - что очевидно технологически невозможно. Т.е. попереходное описание в данном случае - единственно возможное.
задает описание двух переходов одной операции 055. Станок (кокильная машина) налаживается бригадой из 4х кокильщиков в течении смены (480 мин), собственно производство (изготовление отливок) занимает менее минуты на шт., и выполняется с использованием других ресурсов (литейщика), при этом станок занят все время - от начала работы наладчиков до окончания работы над партией. Если бы мы совместили наладку и работу в одном переходе, то кокильщики оказались бы заняты в течении всего времени изготовления партии. Если бы мы дали разные номера NOP (т.е. оформили бы работу как отдельные операции), то в процессе моделирования могла бы сложиться ситуация, когда на станок после наладки встала бы совсем другая партия с другим ДСЕ - что очевидно технологически невозможно. Т.е. попереходное описание в данном случае - единственно возможное.
Пример 2.
В условиях предыдущего примера потребуем, чтобы при наладке дополнительно требовался кран для перемещения оснастки (которая может весить более сотни кг). Оформим это перемещение дополнительным переходом, в котором используется персонал-крановщик:
 (заметим, что данное описание из-за нарушения последнего требования к оформлению приводит к нарушению порядка исполнения переходов - а именно, первым отработается 14914_055-1, а 14914_055-0 - третьим)
(заметим, что данное описание из-за нарушения последнего требования к оформлению приводит к нарушению порядка исполнения переходов - а именно, первым отработается 14914_055-1, а 14914_055-0 - третьим)
Поэтому правильная запись должна выглядеть как:
 Для ресурсов сортировка не имеет значения:
Для ресурсов сортировка не имеет значения:
 в данном описании при моделировании сначала в течении 10 минут будут заняты станок, крановщик и четыре кокильщика. Затем в течении 480 минут 4 кокильщика проводят наладку станка и оснастки. Затем проводится собственно работа одним литейщиком - до окончания производства партии. Заметим, что первым выполнится переход, стоящий первым по порядку сортировки поля ID при данном NOP. И станок, на котором начата работа с самого первого перехода 14914_055-0 будет занят, несмотря на то, что могут сложиться условия, когда наладчики закончили, а литейщик занят другой работой.
в данном описании при моделировании сначала в течении 10 минут будут заняты станок, крановщик и четыре кокильщика. Затем в течении 480 минут 4 кокильщика проводят наладку станка и оснастки. Затем проводится собственно работа одним литейщиком - до окончания производства партии. Заметим, что первым выполнится переход, стоящий первым по порядку сортировки поля ID при данном NOP. И станок, на котором начата работа с самого первого перехода 14914_055-0 будет занят, несмотря на то, что могут сложиться условия, когда наладчики закончили, а литейщик занят другой работой.
Пример 3.
Переходы в BFG-IS могут использоваться для описания многостаночности (когда рабочий одновременно работает на нескольких станках). Для описания многостаночности в BFG-IS операция делится на переходы, требующие присутствия человека, и НЕ требующие. Например:
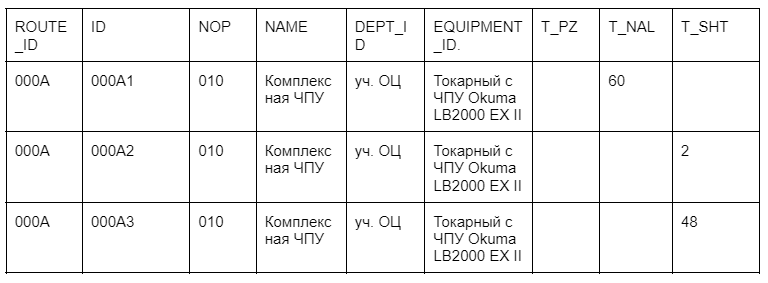
 В этом примере на переход 00А3 операции 010 не заданы никакие ресурсы (также можно было бы задать строку с количеством =0). В результате моделируется ситуация, когда в течении 48 минут рабочий только “приглядывает” за работой станка, и может в это время делать другие операции. Тем самым моделируется реальная многостаночность - рабочий занят работой у конкретного станка только часть времени, и при наличии другой работы - может выполнять и ее. Заметим, в этом примере работу (“штуки”) делает наладчик - такая форма организации иногда практикуется, особенно не в массовом, а серийном и малосерийном производствах.
В этом примере на переход 00А3 операции 010 не заданы никакие ресурсы (также можно было бы задать строку с количеством =0). В результате моделируется ситуация, когда в течении 48 минут рабочий только “приглядывает” за работой станка, и может в это время делать другие операции. Тем самым моделируется реальная многостаночность - рабочий занят работой у конкретного станка только часть времени, и при наличии другой работы - может выполнять и ее. Заметим, в этом примере работу (“штуки”) делает наладчик - такая форма организации иногда практикуется, особенно не в массовом, а серийном и малосерийном производствах.
Пример 4.
В сочетании с искусственно созданными (фейковыми) ресурсами переходы могут быть использованы для организации “стартовых условий” во времени. Напомним, что все РЦ по умолчанию доступны все время, но бывают ситуации, когда необходимо привязать начало исполнения операции к строго определенному времени. В примере ниже
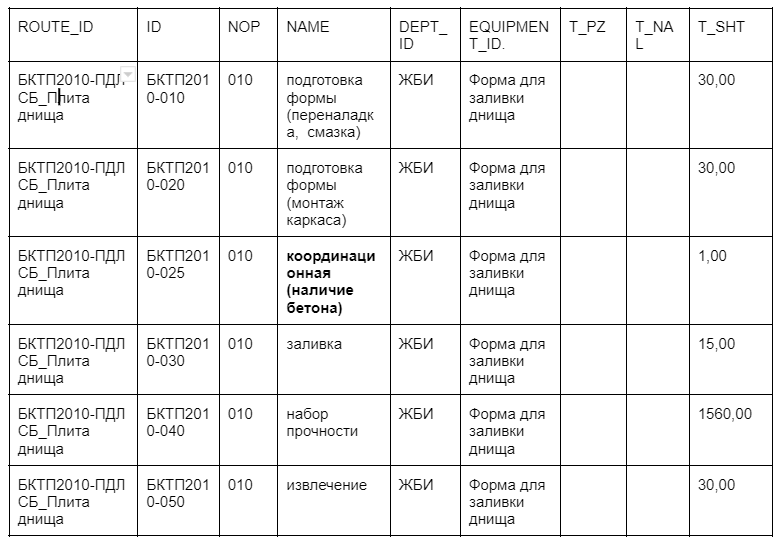
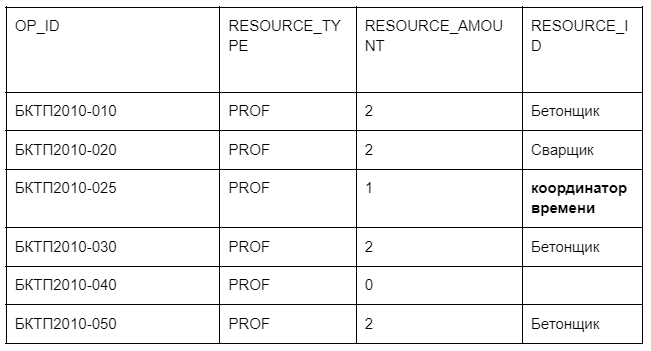 В этом примере все действия по изготовлению изделия из железобетона производятся на одном рабочем месте - форме для заливки бетона. Для того, чтобы обеспечить непрерывность использования формы, все действия оформлены в виде переходов одной операции (это гарантирует, что в модели, например не произойдет сначала 10 подряд подготовки формы - форма занята до окончания всей операции). В каждом из переходов используется свой набор ресурсов, а в переходе БКТП2010-040 - ресурсы не требуются. Введен искусственный переход БКТП2010-025 - в котором используется фейковый ресурс. Необходимость этого была вызвана расписанием доставки бетона со специализированного бетонного завода - только один или два раза в сутки, в заранее согласованное время. Задавая ресурсу “координатор времени” соответствующий режим работы (в данном случае - по получасу в первую и вторую смену), можно обеспечить старт перехода “заливка” в согласованное время.
В этом примере все действия по изготовлению изделия из железобетона производятся на одном рабочем месте - форме для заливки бетона. Для того, чтобы обеспечить непрерывность использования формы, все действия оформлены в виде переходов одной операции (это гарантирует, что в модели, например не произойдет сначала 10 подряд подготовки формы - форма занята до окончания всей операции). В каждом из переходов используется свой набор ресурсов, а в переходе БКТП2010-040 - ресурсы не требуются. Введен искусственный переход БКТП2010-025 - в котором используется фейковый ресурс. Необходимость этого была вызвана расписанием доставки бетона со специализированного бетонного завода - только один или два раза в сутки, в заранее согласованное время. Задавая ресурсу “координатор времени” соответствующий режим работы (в данном случае - по получасу в первую и вторую смену), можно обеспечить старт перехода “заливка” в согласованное время.
Использование ресурсов на операциях. Тонкости.
В BFG-IS, в состоянии v.7 и ранее, ресурсы на операциях задаются на листе тех-рес (tech-res), на котором задается отношение операции и ресурсов помимо оборудования. На каждую операцию (на каждый ID операции, который на данном листе задается как OP_ID) может быть задано произвольное (по крайней мере 10 записей создавалось) разных типов ресурсов. К сожалению, в версиях до v.10 включительно все ресурсы имеют в поле RESOURCE_TYPE единственный тип PROF (профессия), хотя именно через задание типа предполагается в будущем реализовать ресурсы других типов, в частности TOOL (оснастка, инструмент). Несмотря на ограничение по типам ресурсов в текущей версии, использование для операции различных RESOURCE_ID позволяет реализовать некоторые неочевидные возможности для задания условий исполнения операций. Хотя при этом все ресурсы будут автоматически трактоваться как персонал - что требует внимательности при трактовке результатов в части общего количества персонала, средней загрузка персонала и т.п. показателей, в расчете которых принимает участие суммарное количество ресурсов типа PROF. Для управления возможностями описания необходимо также соответствующим образом задавать для ресурсов 1) количество 2) расписание.
Пример 1. Задание в описании тех-рес искусственного ресурса, имеющего очень ограниченное время работы (например 1 сек в нужное время), и оформленное в виде первого перехода операции - позволяет, в сочетании с заданием для этого ресурса соответствующего расписания, запускать операцию строго в любой нужный момент времени, например в начале смены (см. пример 4 по использованию переходов).
Пример 2. На одном из предприятий мы встречали организацию межоперационной передачи: по цехам и участкам по известному расписанию ходит погрузчик, забирает тару с деталями и передает ее на следующую операцию в другом цехе. Для описания этой организации можно включить первым переходом при каждом новом цехозаходе координирующий ресурс с расписанием, соответствующим расписанию движения погрузчика.
Пример 3. Существуют технологии, где деталь и приспособление (оснастка) идут по техпроцессу вместе, до извлечения детали из оснастки . Для описания на каждую операцию должен задаваться ресурс = оснастка. Количество доступных ресурсов, задаваемое на листе Персонал, ограничит количество оснастки в обороте, и не позволит стартовать первую операцию, требующую оснастки, если вся оснастка уже занята.
Пример 4. Использование ресурсов для управления электрической мощностью. Если в качестве ресурса задать мощность станка на операции (кВт), а в режим работы по сменам задавать ограничения по мощности всего , то можно искусственно организовать режим работы, который 1) не даст превысить потребляемую мощность всего - через задание на листе Персонал суммы мощностей всех станков - как ограничения на одновременный запуск 2) через распределение мощности (“численности”) по сменам можно организовать использование более выгодного “ночного” тарифа. Одновременно появляется возможность получить расчет потребления энергии в кВт*ч за период моделирования.
При всех возможных использованиях ресурсов (помимо персонала) нужно быть внимательным и иметь в виду:
- во все отчеты с персоналом попадет и оснастка и искусственные ресурсы
- поэтому, желательно (до соответствующего развития продукта с введением ресурсов типа TOOL и др.) в идентификаторы ресурсов добавлять специальный префикс (например помечать инстр_; “коорд”) - тем самым позволяя фильтровать отчеты и графики
- в отчете о расчете информация “персонал всего”, “использованный персонал” будет содержать все количество ресурсов занесенных в тех-рес и Персонал.
Тонкости: моделирование в BFG IS некоторых специальных случаев
Существуют технологические операции и технологии, для которых имитационное моделирование, являющееся основой планирования в BFG IS, “не подходит”. Это не значит, что невозможно принципиально создать имитационную модель такой операции, но требует существенного расширения модели данных, описания специальной логики взаимодействия агентов-станков и агентов-партий - т.е. существенного усложнения моделирующей системы и/или введения в рассмотрения множества факторов, не укладывающихся в существующие рамки задания маршрутного описания. Среди таких технологий, например - операции термообработки. В сквозном техпроцессе механического производства может быть указана операция - термообработка. На самом деле за строкой стоит отдельный техпроцесс, включающий несколько операций, выполняемых при разных температурах, в разных средах. При этом операции могут проводиться над разными ДСЕ, партии которых на этапе термообработки могут объединяться в отдельные технологические партии - “садки”, и наполнение садки будет зависеть от номенклатуры. Учесть все это в рамках специализированной имитационной модели очень сложно - т.к. в модель придется вводить слишком много различных параметров.
Другие примеры - операции гальванические и нанесения покрытий в ваннах, окраска в барабанах, галтовка и т.п. Для всех операций такого типа характерно то, что они разрывают основной поток движения ДСЕ по маршруту и часто производятся не над одной единицей ДСЕ, а над специально формируемым множеством ДСЕ (садкой - при обработке в печах, подвески - в гальваническом производстве). При этом в основном маршрутном техпроцессе для этих операций задается не длительность совершения операции, а “трудоемкость” - время на единицу в каком-то усредненном варианте загрузки оборудования, причем трудоемкость задается не для планирования работы оборудования, а для расчета затрат труда и последующего начисления ЗП.
Для учета таких операций в моделировании BFG IS можно использовать условную задержку - время, на которое ДСЕ покидает основной поток по основному маршруту. Для это используют условный “неограниченный ресурс” - оборудование в заведомо большом количестве, которое никогда не может явиться ограничением.
Пример:
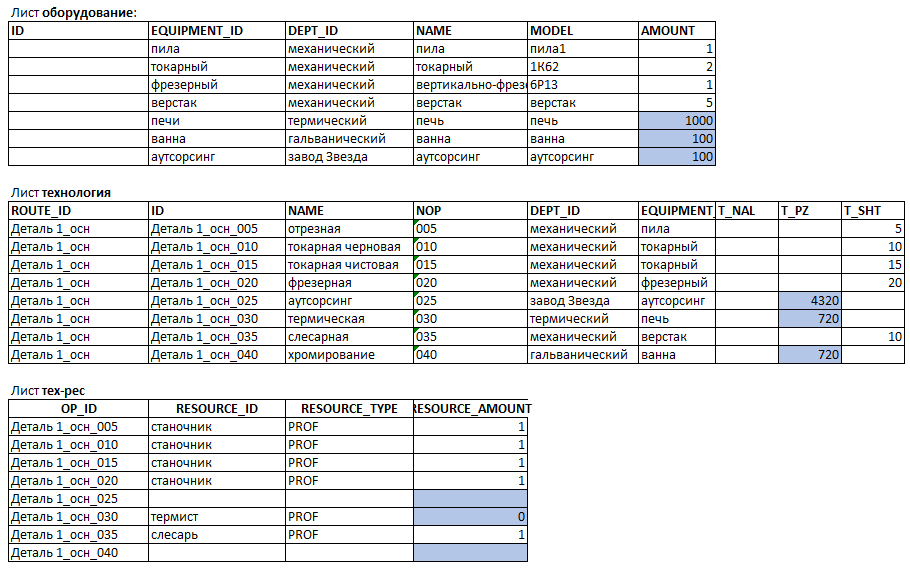
в этом описании для термообработки, гальванообработки и аутсорсинга заведены ресурсы в количестве 100 и более, и операции не требуют персонала. При любом плане большое количество заведенного оборудования, не требующего для работы персонала, гарантирует, что любая партия будет передана на обработку без задержки из-за отсутствия свободного оборудования - тем самым моделируется задержка только на обработку. Задание длительности T_PZ равной 4320 (минут) - задерживает каждую партию на трое суток. 720 минут - на 12 часов. Таким образом, моделируется гарантированная задержка партий ДСЕ вне основного потока на задаваемое время. Если дополнительно занести ненулевое значение в поле Тшт, то это даст возможность задать такт выдачи ДСЕ на последующую обработку. Например, таким образом можно моделировать задержку в проходной печи.
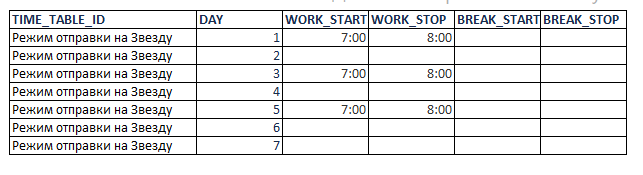
Потребуем, чтобы для этого примера все партии для аутсорсинга отправлялись три раза в неделю. Для этого введем условную операцию, которая не требует времени, но может быть выполнена только по заданному расписанию.
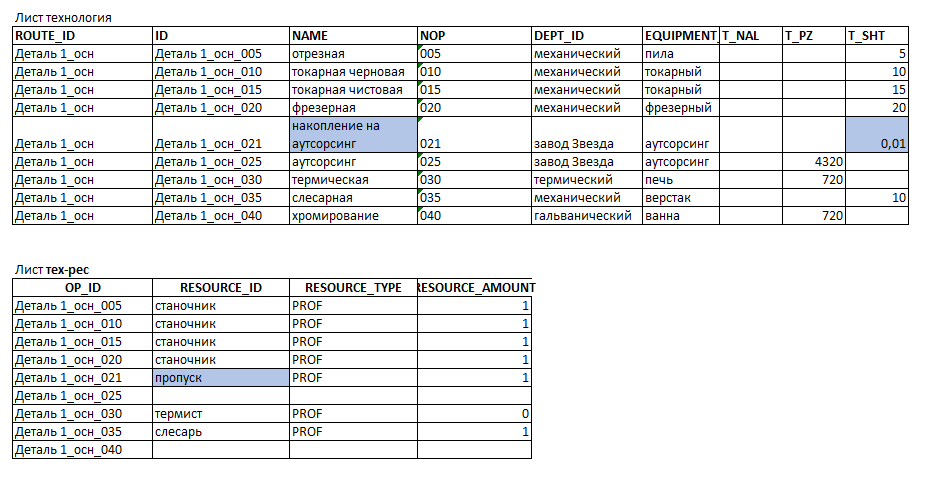 Для того, чтобы партии копились перед отправкой на обработку на аутсорсинг, ресурсу "Пропуск" должно присвоено соответствующее расписание работы - запускающее "пропуск" с заданной частотой. В конструкторе расписаний должно быть описано соответствующее расписание (см. )
Для того, чтобы партии копились перед отправкой на обработку на аутсорсинг, ресурсу "Пропуск" должно присвоено соответствующее расписание работы - запускающее "пропуск" с заданной частотой. В конструкторе расписаний должно быть описано соответствующее расписание (см. )
 Замечание1 : не стоит задавать слишком большое значение оборудования для моделирования условно неограниченного ресурса, поскольку это связано с увеличением времени моделирования. Заводимое большое количество - должно быть таким, чтобы партии не конфликтовали за ресурсы, но излишне большое количество может привести к значительному увеличению длительности расчетов.
Замечание1 : не стоит задавать слишком большое значение оборудования для моделирования условно неограниченного ресурса, поскольку это связано с увеличением времени моделирования. Заводимое большое количество - должно быть таким, чтобы партии не конфликтовали за ресурсы, но излишне большое количество может привести к значительному увеличению длительности расчетов.
Замечание2: рассчитанные значения загрузки неограниченного ресурса - не будут иметь отношения к реальной загрузке.